
Défauts de moulage et faiblesses structurelles, partie 1
SPEZIELL FÜR UNSERE ANWENDER
Avez-vous des défaillances inattendues lors de l'assemblage de votre pièce? Cela peut être dû à des problèmes pendant la production (par exemple, ligne de soudure, oclusions d’ air, ...).
Dans cette série, vous pouvez voir comment ces défaillances peuvent être trouvées et traitées dans Moldex3D. Dans la première partie, les oclusions d’air, les marques de brûlure et les marques d'enfoncement seront abordés.
En raison de la conception du moule, l'air peut être isolé dans la pièce et être chauffé pendant la phase de remplissage. En conséquence, des oclusions d’ air et des marques de brûlure apparaissent dans la pièce. Les oclusions d’air se produisent généralement dans les zones où la masse fondue arrive à la fin et également sur les bords. Afin d'éviter ces défauts, en fonction de la conception et du processus d'injection, plusieurs remèdes peuvent être envisagés. La première solution consiste à ajouter ou à optimiser le système de ventilation pour éviter les oclusions d’ air. En outre, la température de la matière fondue et du moule peut être réduite afin d'éviter une surchauffe de la matière plastique fondue.
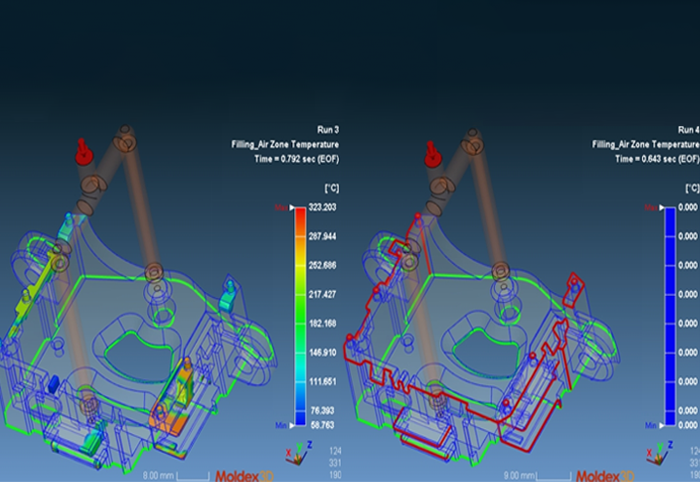
Dans Moldex3D, les résultats "Température de la zone d'air" et "Pression de la zone d'air" montrent où l'air a été piégé dans la pièce, la température et la pression dans cette zone. Si la température est nettement supérieure à la température maximale de transformation du polymère, des marques de brûlure apparaissent à la surface. L'image montre les résultats de la température de la zone d'air d'une pièce dans laquelle des caisses d'air ont été créées et chauffées à la fin du remplissage (côté gauche). Pour résoudre ce problème, un système de ventilation peut être ajouté au moule ou modifié s'il existe déjà. Ceci peut être fait en utilisant "Venting" dans la section "Boundary Conditions" de Moldex3D Studio. Si une ventilation dépendante du temps est appliquée, les étapes de temps et leur pression d'air peuvent être définies dans "Profil de ventilation". Dans notre exemple, nous avons ajouté le système de ventilation qui est représenté par les lignes rouges sur l'image. Et comme vous pouvez le voir, avec un système de ventilation approprié, l'air a été complètement évacué de la pièce.
Un autre défaut qui peut réduire la qualité des produits est la marque d'enfoncement. Les marques d'enfoncement sont de petites dépressions à la surface des pièces moulées et se produisent lorsque la partie interne d'un composant moulé se rétracte et tire le matériau vers l'intérieur. Si le matériau refroidit trop lentement, la pression interne de rétraction déforme la couche de surface avant qu'elle ne se solidifie. Pour vérifier ce défaut dans Moldex3D, on peut évaluer l'indicateur d'enfoncement dans les résultats d'emballage et le retrait volumétrique dans l'analyse de déformation. Une valeur positive de l'indicateur d'enfoncement signifie une dépression de la surface et une valeur négative signifie un suremballage.
Les stratégies pour diminuer la marque d'évier comprennent:
__ Augmenter la pression et le temps de conditionnement.
__ Augmenter la taille de l'entrée, ce qui peut conduire à un remplissage plus important de plastique.
__ Réduire la température du moule pour augmenter la vitesse de refroidissement.
__ Concevoir la pièce avec des parois plus fines, ce qui permet un refroidissement plus rapide.